 English
English











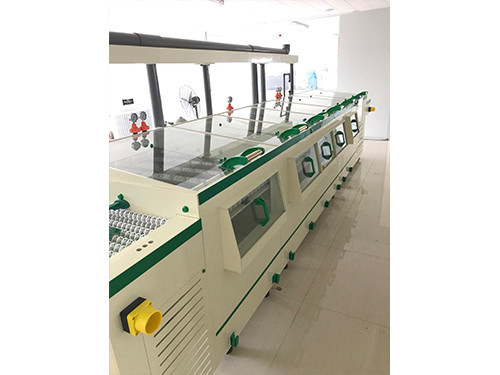
蚀刻机生产过程中危害(hài)的要素主要是酸、碱和三氯化铁,对其废涂务(wù)必妥善处置(zhì),不能随意排出(chū)。那麼除开对环境要素(sù)要(yào)留意以外,也或是有其他一些要素必须(xū)留意的,下边我来为您详细说明。
不锈钢板蚀(shí)刻生产过程中除开必须 留意环境污染问题,还必须 注意什(shí)么?
降低侧蚀和突沿,提升 蚀刻指数
侧(cè)蚀造成突沿。一般印制电(diàn)路板在蚀刻液中的(de)時间(jiān)越长,(或是(shì)应用旧式的摇摆不定蚀刻机)侧蚀越比较严重。侧蚀比较严重危(wēi)害印刷导线的精密(mì)度,比较严重侧蚀将使制做细致导(dǎo)线变成不太可能。当侧(cè)蚀和突沿减(jiǎn)少时,蚀刻指数(shù)就上升,高的蚀刻指数(shù)表(biǎo)明有维持细导线的工(gōng)作能力,使蚀刻后的导线贴近原照规格(gé)。电镀工艺蚀刻抗蚀剂不(bú)论是锡-铝合金,锡,锡-镍基合金(jīn)或镍,突沿过多都是会导致导(dǎo)线短路故(gù)障。由于突沿非常容易破裂出来,在导线的(de)两点之间产生(shēng)电的中继。
提升 板子与板子中间蚀(shí)刻(kè)速率的一致性
在持续的板(bǎn)子蚀刻中,蚀刻速率越一致,越能得到匀称蚀刻的(de)板子。要做到这一规定,务必确保蚀刻液在(zài)蚀(shí)刻(kè)的整个过程持续保持在的蚀刻(kè)情况(kuàng)。这就(jiù)规定挑(tiāo)选非常容易再造和赔偿,蚀刻速率非常容易(yì)操纵的蚀刻液。采用能给予稳定的实际操(cāo)作标准和对(duì)各种各(gè)样水(shuǐ)溶(róng)液主要参数能自动控制系统的加工工艺和机器设备。根据操纵溶铜量,PH值,溶液的(de)浓度,溫度,水溶液总流量的匀称性(自动喷淋系统或喷(pēn)头及其喷头的晃动)等来完成。
提升 全部板子(zǐ)表层蚀刻速率的(de)匀称性
板子左(zuǒ)右双面及其表(biǎo)面上每个位置的蚀刻匀称(chēng)性是由板(bǎn)子表层遭受蚀刻剂(jì)总(zǒng)流量的匀称性(xìng)决策的。蚀刻全过程中,左右表面的蚀(shí)刻(kè)速率通常不一致。一般来说,下表面的蚀刻速率高过上表面。由于上表面有水溶液(yè)的(de)沉积,变弱了蚀刻反映的(de)开展(zhǎn)。能够根据调节左右喷头的喷啉工作压力来处理左右(yòu)表面蚀刻不均(jun1)匀的状况(kuàng)。蚀刻(kè)印制电路板(bǎn)的一个广泛难题是在同样時间里使所有表面都蚀刻整(zhěng)洁是难以保证的,板子边沿比板子管理中心位置蚀刻(kè)的快。选用自动喷淋系统(tǒng)并使喷头(tóu)晃动是一个合理的对策。更进一步的改进能够根据使板(bǎn)管理中心和(hé)板边沿处的自喷(pēn)工作压力不一(yī)样,板前沿和板后面间歇性蚀刻的方法,做到全部表面的蚀刻匀称性。

河北(běi)瑞思特电子科技有限公司
河北瑞思特精密技术有限公司
军工航天工业表面处理专家
军工航天工业表面处理专家
咨(zī)询(xún)热线:
13933151511
13373118310
13373118310
热门关键词(cí):蚀刻机、蚀(shí)刻设备、电镀设备、电(diàn)镀生产线、精密蚀刻设(shè)备、高端电镀设备


